- Overview
- Product Parameters
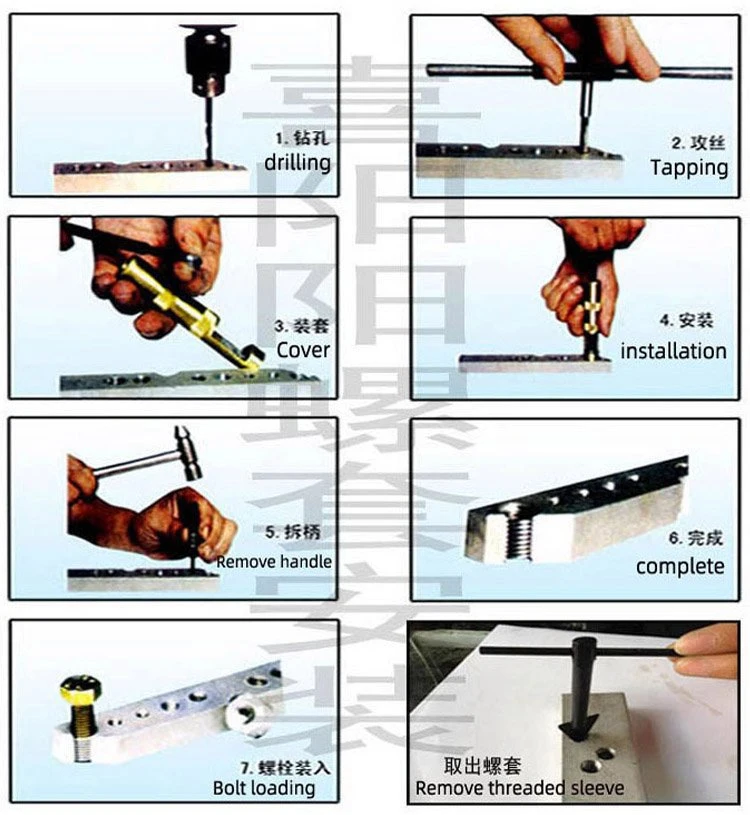
- Installation Instructions
Basic Info.
Packaging & Delivery
Product Description
 Xiyangyang Steel Wire Screw Sleeve Tap is used to process blind hole bottom hole. It can produce chips quickly and has high precision. It can process the bottom hole.
Xiyangyang Steel Wire Screw Sleeve Tap is used to process blind hole bottom hole. It can produce chips quickly and has high precision. It can process the bottom hole. 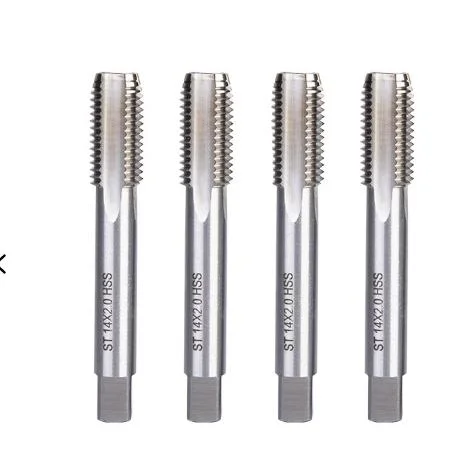


| Thread specification | Bit diameter (mm) | Thread specification | Bit diameter (mm) |
| M2*0.4 | 2.1 | M8*1 | 8.3 |
| M2.5*0.45 | 2.6 | M10*1 | 10.3 |
| M3*0.5 | 3.1 | M10*1.25 | 10.3 |
| M4*0.7 | 4.2 | M12*1.25 | 12.3 |
| M5*0.8 | 5.2 | M12*1.5 | 12.4 |
| M6*1 | 6.3 | M12*1 | 12.3 |
| M7*1 | 7.3 | M13*1.25 | 13.3 |
| M8*1.25 | 8.3 | M14*1.5 | 14.4 |
| M10*1.5 | 10.4 | M14*1.25 | 14.3 |
 Select the type of tap
Select the type of tap
We often use: straight groove tap, spiral groove tap, screw tip tap, extrusion tap, its performance has its own strengths.
Straight groove tap has the most versatility, through holes or through holes, non-ferrous metals or ferrous metals can be processed, and the price is also the cheapest. But the pertinence is also poor, anything can be done, nothing is the best. The spiral groove tap is more suitable for processing through the hole thread, and the chip is discharged backward during processing. Because of the screw Angle, the actual cutting Angle of the tap will increase with the increase of the screw Angle.
Experience tells us: for the processing of black metal, the helix Angle is a little smaller, generally around 30 degrees, to ensure the strength of the helix teeth. Processing of non-ferrous metals, the spiral Angle is selected a little larger, can be about 45 degrees, and the cutting is sharp. The chip is discharged forward when the screw tip tap is processed. Extruded tap is more suitable for processing non-ferrous metals.